نحن روّاد عالميون في مجال تصنيع وتصدير مصانع تكرير زيت النخيل بنظام تسليم مفتاح، مع وجود منشآت التصنيع الخاصة بنا في لودهيانا (البنجاب)، الهند.
شهد العالم نموًا سريعًا في إنتاج ومعالجة زيت النخيل خلال العقدين الماضيين.
يشكل زيت النخيل 26% من السوق العالمية للزيوت النباتية ويمثل زيت نواة النخيل ومنتجاته 5% منها. لذا، تتزايد أهمية زيت النخيل يومًا بعد يوم، ويُولي الانتباه لاستهلاكه بشكل أفضل لتقليل الخسائر ودفعه نحو الاستخدام الغذائي والبشري.
في السابق، سواء في أفريقيا أو آسيا، كان يُستهلك زيت النخيل على شكل زيت أحمر، وكانت العديد من الأطباق تُحضّر باستخدام الزيت الأحمر دون تكرير. وبسبب احتوائه على دهون صلبة تزيد عن 20%، كان أقل جاذبية للاستهلاك البشري، مما دفع إلى تكرير زيت النخيل وتقسيمه إلى زيوت غير مشبعة تعتبر أكثر صحة وفائدة للاستخدام الغذائي.
يُنتَج زيت النخيل من ثمار النخيل، وهو مثل الزيوت الأخرى يحتوي على نسبة كبيرة من ثلاثي الغليسريدات المشبعة، إضافةً إلى مواد غير غليسريدية بكميات صغيرة. ويحدد جزء ثلاثي الغليسريد الخصائص الكيميائية لزيت النخيل، إذ يحتوي زيت النخيل على 50% أحماض دهنية مشبعة و50% أحماض دهنية غير مشبعة. وتشمل المكوّنات الثانوية لزيت النخيل الكاروتينات، والتوكوفيرولات، والستيرولات، والفوسفاتيـدات، والكحولات التريتربينية، والكحولات الأليفاتية. وعلى الرغم من أن نسبتها لا تتجاوز 1%، إلا أنها تلعب دورًا مهمًا في ثبات الزيت وقابليته للتكرير.
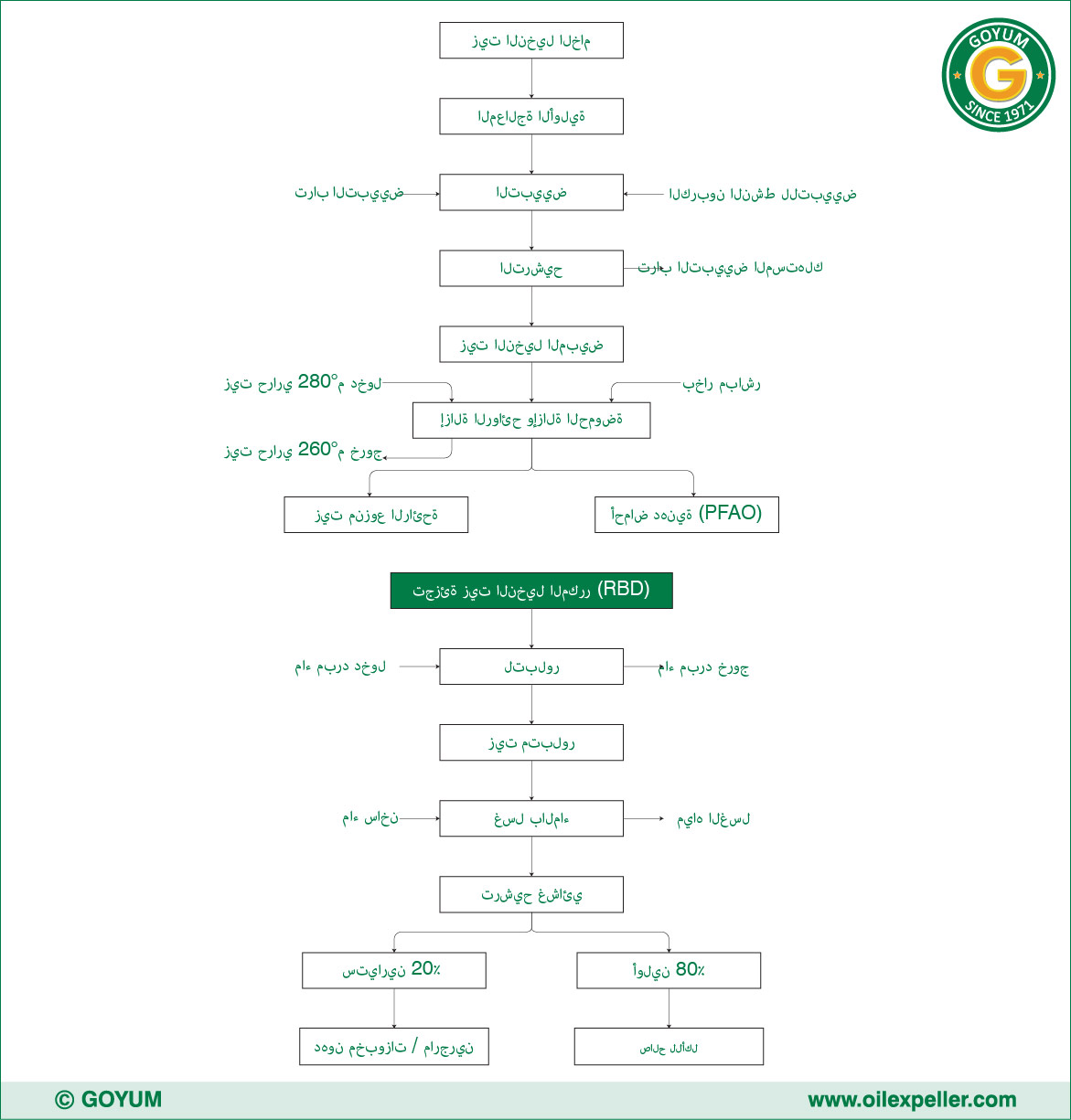
يحتوي زيت النخيل المستخرج تجاريًا من عناقيد الثمار على ألياف الميزوكارب، والرطوبة والمواد غير الذائبة، والأحماض الدهنية الحرة، والفوسفوليبيدات، وآثار من المعادن، ونواتج الأكسدة، والمواد ذات الروائح. ونتيجة لذلك، يُكرَّر زيت النخيل عادةً للحصول على منتج عديم الطعم ومستقر قبل استخدامه للاستهلاك المباشر أو في تصنيع المنتجات الغذائية. ويمكن أن تتم عملية تكرير زيت النخيل إما بالتكرير الفيزيائي أو بالتكرير الكيميائي. ونظرًا لفعاليته من حيث التكلفة وارتفاع نسبة الأحماض الدهنية الحرة في زيت النخيل، يُستخدم غالبًا مسار التكرير الفيزيائي. ويتكوّن التكرير الفيزيائي لزيت النخيل من الخطوات التالية، وبعد ذلك يُجزَّأ زيت النخيل المكرر منزوع اللون والرائحة (RBD) باستخدام عملية التجزئة الجافة، حيث يُفصل الزيت إلى ستيرين وأولين. ويُستخدم الأولين كزيت صالح للأكل في السلطات والطهي وتطبيقات القلي المختلفة، بينما يُحوَّل الستيرين لاحقًا إلى السمن النباتي ودهون المخابز.
عملية التكرير الفيزيائي لزيت النخيل
كما هو موضح أعلاه، تُعد عملية التكرير الفيزيائي أكثر العمليات قبولًا وانتشارًا والأكثر جدوى من حيث التكلفة لزيت النخيل. وتتكوّن عملية التكرير الفيزيائي بشكل أساسي من ثلاث مراحل رئيسية.
المعالجة الأولية
إزالة اللون (التبييض)
نزع الحموضة وإزالة الروائح
التجزئة الجافة
المعالجة الأولية
يُعالج زيت النخيل مبدئيًا بحمض الفوسفوريك ليتفاعل مع الفوسفاتيـدات وغيرها من المكوّنات غير المرغوب فيها، وذلك باستخدام حمض فوسفوريك بتركيز 85–90% وبنسبة تتراوح بين 0.05% إلى 0.2% حسب جودة الزيت. يتم تسخين الزيت مسبقًا إلى درجة حرارة 85–90°م، مع زمن مكوث يتراوح بين 15 إلى 20 دقيقة.
إزالة اللون (التبييض)
يُنقل الزيت المعالَج مبدئيًا إلى وحدة التبييض تحت تفريغ يتراوح بين 650–700 ملم زئبق، مع رفع درجة الحرارة حتى 110°م، وذلك بخلط تراب التبييض بنسبة تتراوح بين 0.8% إلى 2% اعتمادًا على جودة زيت النخيل الخام، وبزمن مكوث يتراوح من 30 إلى 45 دقيقة. وخلال هذه العملية تتخثّر جميع المركّبات غير المرغوب فيها ويتم امتصاصها بواسطة تراب التبييض.
بعد ذلك تُرشَّح العجينة باستخدام فلاتر أوراق ضغطية، سواء من النوع الرأسي أو الأفقي، ويتم تطبيق نظام إدارة الترشيح بمساعدة نظام الطلاء المسبق وإعادة التدوير إلى حين الحصول على زيت صافٍ. ويحتوي تراب التبييض المستهلك على نسبة زيت تتراوح بين 20–25% ويتم التخلص منه. ويمكن تنفيذ مرحلتي المعالجة الأولية والتبييض إما في وحدات تشغيل دفعي، أو شبه مستمرة، أو مستمرة، وذلك حسب الطاقة الإنتاجية ومتطلبات التشغيل.
| مواصفات زيت التغذية: | زيت النخيل |
|---|
| الرطوبة | 0.15% |
| الأحماض الدهنية الحرة (FFA): | 5% |
| الشوائب القابلة للترشيح: | 0.1% |
| مؤشر DOBI: | 2.3 كحد أدنى |
| الفوسفور | 20 جزء في المليون كحد أقصى |
| قيمة البيروكسيد (mEq O₂/كغ): | 5 كحد أقصى |
| مواصفات الزيت الناتج: | زيت مُعالج أوليًا ومُزال اللون |
|---|
| الأحماض الدهنية الحرة (FFA): | 5% |
| الرطوبة | 0.05% كحد أقصى |
| الشوائب القابلة للترشيح: | لا يوجد |
| مؤشر DOBI | 2.3 كحد أدنى |
| 2.3 كحد أدنى | 5 جزء في المليون |
| فاقد التبييض: | 22–25% على تراب التبييض المستخدم |
| استهلاك المرافق لقسمي المعالجة الأولية وإزالة اللون (التبييض) |
|---|
| الطاقة الكهربائية: | 2.5 كيلوواط ساعة/طن متري |
| البخار (2 بار قياس) للتسخين أثناء حالة التشغيل المستقرة | 20 كغ/طن متري |
| البخار (10 بار قياس) لنظام التفريغ: | 10 كغ/طن متري |
| المياه البارومترية: | 2.3 م³/طن متري |
| حمض الفوسفوريك | 0.8 – 1 كغ/طن متري |
| الهواء المضغوط | 1 نيوتن م³/دقيقة خلال 2 إلى 3 مرات لتشغيل هزاز الفلتر |
لا يتم تضمين البخار المطلوب لعملية تفريغ فلاتر أوراق الضغط (PLF blow off) في الجدول أعلاه، وذلك لأن زمن التجفيف وزمن النفخ يختلفان من مصنع لآخر، كما يعتمدان أيضًا على مهارة المشغّل.
نزع الروائح ونزع الحموضة
يُمرَّر زيت النخيل المُعالج أوليًا والمُزال اللون عبر فلاتر تلميع، ثم يُسخَّن حتى درجة حرارة 220°م ويتم نزع الهواء منه، وبعد ذلك تُرفع درجة الحرارة إلى 240–270°م تحت تفريغ مطلق قدره 2 ملم زئبق لمدة تتراوح بين 45 إلى 60 دقيقة، مع تمرير بخار حي باستخدام مضخات ماموث، حيث يتم تحريك الزيت وتجريده من الأحماض الدهنية. تنتقل الأحماض الدهنية إلى عمود تدوير الأحماض الدهنية حيث يتم تدويرها وتبريدها ثم نقلها إلى خزان تخزين الأحماض الدهنية.بعد عمليتي نزع الحموضة وإزالة الروائح، يُستفاد من الزيت في استرجاع الطاقة الحرارية باستخدام مبادلات حرارية من نوع الغلاف والأنابيب أو الصفائح، ويتم إعادة استخدام أكبر قدر ممكن من الطاقة الحرارية عبر التدفق المعاكس للزيت الداخل. تُرفع درجة حرارة الزيت باستخدام سخانات سوائل حرارية تقليدية أو بخار عالي الضغط حديث للوصول إلى درجة حرارة تصل حتى 270°م. وتساعد هذه الدرجة الحرارية على إجراء التبييض الحراري للزيت وكذلك تجريد الآثار النهائية من الأحماض الدهنية الحرة. وقد ساهم الابتكار الحديث لأعمدة التعبئة خلال تسعينيات القرن الماضي في جعل عملية نزع الحموضة لزيت النخيل أبسط وأسهل. والمنتج النهائي هو زيت نخيل مكرر ومزال اللون ومنزوع الرائحة (RBD) يتميز بطعم معتدل ولون فاتح جدًا.
قسم نزع الحموضة وإزالة الروائح
| مواصفات زيت التغذية |
|---|
| الرطوبة | 0.05% كحد أقصى |
| الأحماض الدهنية الحرة (FFA): | 5% |
| الشوائب القابلة للترشيح: | لا يوجد |
| الفوسفور: | أقل من 5 جزء في المليون |
| جودة زيت RBD |
|---|
| الأحماض الدهنية الحرة (FFA): | 0.1% |
| الطعم | معتدل |
| الرائحة | عديم الرائحة |
| اللون | لون مقبول تجاريًا |
| قيمة البيروكسيد: | منعدمة تجاريًا |
| الفاقد | 0.2 + 1.15 × الأحماض الدهنية الحرة المُزالة |
| استهلاك المرافق لقسمي المعالجة الأولية وإزالة اللون (لكل 1,000 كغ من زيت التغذية عند 90°م) |
|---|
| الطاقة الكهربائية (بما في ذلك سخان السوائل الحرارية): | 3.5 كيلوواط ساعة/طن متري |
| البخار (10 بار قياس) لنظام التفريغ | 90 كغ/طن متري |
| البخار (2 بار قياس) لعملية النفخ بالبخار (Sparging): | 10 كغ/طن متري |
| حمض الستريك | 50 – 90 غ/طن متري |
| استهلاك زيت الديزل الخفيف (LDO) لسخان السوائل الحرارية: | 3 – 4 كغ + 0.1 كغ لكل 1% من FFA عند الدخول |
| مياه التبريد البارومترية: | 9.8 م³ عند فرق درجة حرارة حوالي 6°م |
| مياه التبريد غير المباشرة: | 11.6 م³/طن متري عند فرق درجة حرارة حوالي 6°م |
| هواء الأجهزة عند ضغط 6 بار قياس: | 5.5 نيوتن م³/طن متري |
التجزئة الجافة لزيت النخيل
تُعد التجزئة عملية تعديل نقية، حيث إنها في الأساس عملية فصل فيزيائي قابلة للعكس. وتعتمد تجزئة الزيوت أو الدهون على فصل حراري ميكانيكي، حيث يتم فصل ثلاثيات الغليسريد ذات درجات الانصهار العالية والمنخفضة عبر التبلور الجزئي، يليه الترشيح. تُعد التجزئة الجافة أكثر العمليات استخدامًا، وتُوظف لفصل ثلاثيات الغليسريد الصلبة والسائلة من مصادر الدهون المختلفة.النقطة الأساسية في التجزئة الجافة هي انتقائية التبلور، والتي تحددها الظروف الحرارية وبشكل أكثر تحديدًا ملف تبريد الزيت. تتميز ثلاثيات الغليسريد بسلوك معقد للانصهار والتبلور بسبب وجود عدة أشكال بلورية (α، β’، β)، لكل منها خصائصه الفيزيائية الخاصة. ويتعقد التبلور بسبب الذوبان المتبادل للثلاثيات الدهنية، حيث قد تتحد مكونات مختلفة لتشكيل بلورات مختلطة حسب طبيعة الشكل البلوري.تحتوي ثلاثيات الغليسريد الموجودة في زيت النخيل على درجات انصهار مختلفة. عند درجات حرارة معينة، تبقى ثلاثيات الغليسريد منخفضة الانصهار في الحالة السائلة بينما تتبلور ثلاثيات الغليسريد عالية الانصهار لتصبح صلبة، مما يؤدي إلى فصل الزيت إلى جزء سائل وجزء صلب.يتم فصل البلورات عبر الترشيح. وللحصول على فصل جيد، يجب أن تكون بلورات الستيرين صلبة ومتساوية الحجم الكروي، وهي حالة تتحقق عندما تكون البلورات في الغالب بالشكل β. للوصول إلى هذه الحالة، يتم أولًا تسخين الزيت إلى درجة حرارة أعلى من نقطة الانصهار النهائية للزيت لتدمير أي بلورات موجودة في مرحلة الزيت.بعد ذلك، يُبرد الزيت بطريقة مُتحكم بها إلى درجة حرارة الفصل. خلال هذه المرحلة يحدث التبريد الفائق، مما يؤدي إلى التكوّن البلوري ونمو البلورات. بعد الاستقرار، يتم فصل البلورات عن الزيت عبر الترشيح.
خطوات عملية التجزئة
تبريد الزيت والتبلور
الفصل عن طريق الترشيح
تبريد الزيت والتبلور
عادةً تكون درجة الحرارة بين 60° و65°م لإذابة البلورات المتبقية من الدورة السابقة. في وحدة التبلور، يُبرَّد الزيت إلى درجة حرارة الترشيح مع اتباع برنامج تبريد محدد بدقة لضمان تكوّن بلورات جيدة. وبفضل التحكم الثرموستاتيكي البسيط لمياه التبريد وتبريد الزيت بشكل متساوٍ، يتم إجراء التبلور دون زيادة غير مرغوب فيها في درجة الحرارة.
الفصل عن طريق الترشيح
يُضخ الزيت المتبلور من وحدة التبلور إلى مكبس الترشيح بالغشاء باستخدام مضخة حجمية دوارة ببطء. يُغذّى الزيت المتبلور إلى جميع الغرف، ويتدفق الأولين عبر قماش ترشيح دقيق يغطي كل إطار. تُضغط الكعكة المتبقية في الغرفة بين إطارين ترشيح متراجعين بواسطة ضغط تدريجي للهواء أو الزيت يُطبَّق على ظهر الإطارات. بعد الضغط على الكعكات، يُفرغ الضغط وتُفتح المكابس للسماح بتفريغ الكعكة. تُجرى جميع هذه العمليات بشكل أوتوماتيكي.
معايير التشغيل
| مواد التغذية | زيت النخيل المكرر والمزال اللون |
| سعة التغذية | 150 طنًا خلال 24 ساعة |
مواصفات المدخلات:
| الأحماض الدهنية الحرة (FFA): | 0.08% |
| الرطوبة | 0.05% |
| الشوائب | لا يوجد |
| قيمة اليود: | 53 كحد أدنى |
| درجة الانصهار: | 37 – 38° |
| درجة حرارة الزيت عند المدخل | 50°م |
Output specification
| المعامل | زيت أولين نخيل RBD | ستيرين نخيل RBD |
|---|
| الأحماض الدهنية الحرة (FFA) | <0.1 | 0.07% كحد أقصى |
| قيمة اليود (I.V.) | 56 – 57 | 34-36 |
| العائد | 80 % (±1) | 20% (±1) |
| نقطة الانصهار °م | – | 50 – 52 |
| نقطة الغيم °م | 8–10 | – |
هل تبحث عن بدء مصنع جديد لتكرير زيت النخيل أو توسيع العمليات القائمة؟
يقدّم GOYUM مصنع تكرير زيت النخيل يتميز بالقوة، والمرونة، والموثوقية، والكفاءة. يعتمد هذا المصنع على تكنولوجيا مثبتة عمليًا، ليست فقط موفرة للطاقة وصديقة للبيئة، بل أيضًا اقتصادية من حيث التكلفة.